Innovations dans les matériaux pour améliorer l'efficacité coûts des fils PV
Cuivre Gainé Aluminium (CGA) contre Conducteurs Traditionnels en Cuivre
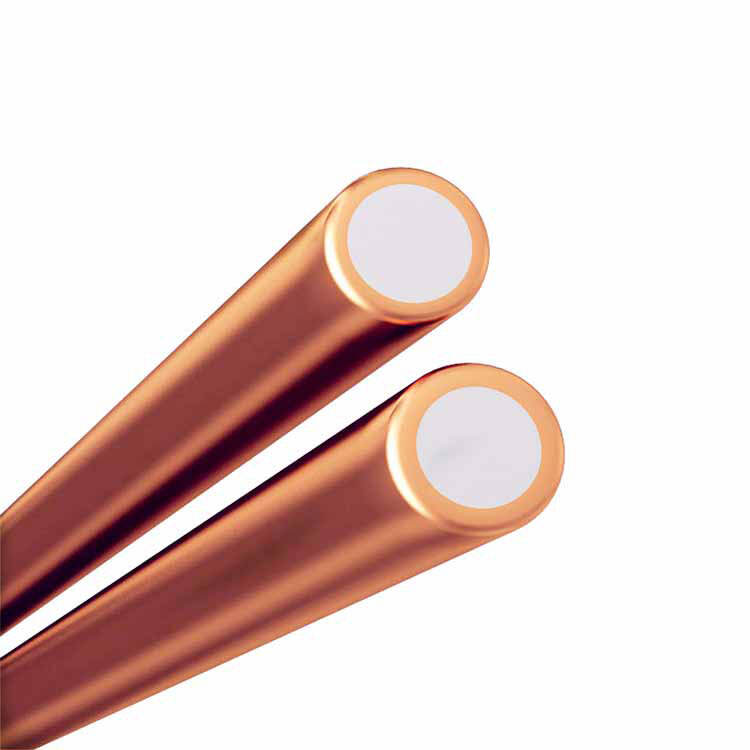
Le cuivre recouvert d'aluminium, ou CCA pour Copper Clad Aluminum, modifie notre approche des conducteurs dans les systèmes photovoltaïques, car il parvient à allier de bonnes performances à des prix plus bas. En résumé, il s'agit d'un noyau en aluminium entouré d'un revêtement de cuivre, ce qui réduit les coûts d'environ moitié par rapport aux câbles en cuivre traditionnels. De plus, comme le CCA est beaucoup plus léger que le cuivre pur, les installateurs le manipulent plus facilement, ce qui entraîne une diminution du temps d'installation et des coûts globaux. Nous observons que ce matériau gagne en popularité sur le marché, les fabricants de panneaux solaires recherchant des alternatives économiques sans compromettre la qualité. En examinant les tendances récentes, il devient évident qu'un nombre croissant d'entreprises adoptte les solutions CCA, alors que la demande mondiale d'énergie solaire ne cesse d'augmenter année après année.
Cependant, la transition vers l'ACC n'est pas sans obstacles. Les défis incluent la garantie de la compatibilité avec les infrastructures existantes et le dépassement de la perception selon laquelle les conducteurs en cuivre traditionnels sont plus fiables. Malgré ces défis, la demande de fils en aluminium recouvert de cuivre augmente en raison de leurs avantages économiques et fonctionnels dans les grandes installations solaires.
Avancées des fils émaillés pour applications photovoltaïques
Les nouvelles avancées dans la technologie des fils émaillés permettent aux systèmes solaires d'atteindre des performances meilleures que jamais. Ces fils supportent désormais la chaleur beaucoup plus efficacement et conduisent l'électricité de manière plus optimale, ce qui est particulièrement crucial lorsqu'il s'agit de répondre aux importantes exigences énergétiques des installations solaires. Des tests grandeur nature montrent que ces améliorations permettent effectivement aux panneaux solaires d'atteindre des niveaux d'efficacité plus élevés, rendant ainsi les fils émaillés un composant essentiel des systèmes photovoltaïques actuels. Pour toute personne souhaitant optimiser son investissement solaire, comprendre la contribution de ces fils à l'efficacité globale du système devient de plus en plus important.
De nouveaux designs qui réduisent les pertes de tension sur de longues distances montrent clairement pourquoi le fil émaillé est si important dans l'industrie. Lorsque les systèmes subissent moins de pertes énergétiques de cette manière, les coûts globaux diminuent considérablement, tout en tirant un maximum de puissance de chaque installation. L'industrie solaire travaille activement depuis plusieurs années déjà à optimiser ces détails afin d'obtenir une meilleure rentabilité des installations photovoltaïques. Pour les propriétaires qui envisagent d'installer des panneaux solaires, ce type d'amélioration signifie que leur investissement est rentabilisé plus rapidement et offre une meilleure performance à long terme, expliquant ainsi pourquoi de plus en plus de personnes envisagent sérieusement l'énergie solaire comme une alternative écologique malgré le coût initial.
Conducteurs en alliage d'aluminium dans les systèmes solaires
Les conducteurs en alliage d'aluminium deviennent des alternatives populaires pour les installations solaires, car ils sont légers et ne s'oxydent pas facilement. Comparés au cuivre ou à d'autres métaux traditionnellement utilisés, ces alliages rendent l'installation bien plus simple puisque les ouvriers n'ont pas à manipuler des câbles lourds, et leur transport coûte également moins cher. Des études menées dans différentes régions montrent des résultats plutôt satisfaisants quant à la fiabilité réelle de ces matériaux. Le plus important étant que les alliages d'aluminium continuent de bien fonctionner même après plusieurs années d'exposition à des conditions climatiques difficiles, un critère que de nombreux experts du secteur jugent essentiel pour les projets solaires situés dans des zones côtières ou des endroits à température extrême.
Le marché constate de plus en plus de personnes optant pour des conducteurs en alliage d'aluminium de nos jours, principalement parce que les entreprises souhaitent être plus écologiques et économiser de l'argent en même temps. En examinant ce qui se passe dans le secteur, il est clair qu'il y a un mouvement vers des solutions qui ne nuisent pas à la planète tout en restant rentables. Les alliages d'aluminium ont connu une grande popularité récemment, car ils contribuent à réduire les émissions de carbone provenant des installations de panneaux solaires. Nous parlons ici de réductions réelles, et non seulement d'avantages théoriques. Par exemple, plusieurs fabricants constatent une diminution des émissions de gaz à effet de serre lorsqu'ils passent à ces matériaux. Ce à quoi nous assistons n'est pas simplement une tendance passagère, mais plutôt un changement fondamental dans la manière dont la technologie solaire est conçue aujourd'hui, en utilisant des matériaux qui offrent des gains réels de performance associés à de meilleurs résultats environnementaux.
Stratégies d'optimisation du processus de fabrication
Économies d'échelle dans la production de fils torsadés
Les économies d'échelle sont déterminantes lorsqu'il s'agit de réduire les coûts de production pour les fabricants de câbles toronnés. Lorsque les fabricants augmentent leurs volumes de production, ces coûts diminuent généralement en termes de coût unitaire. Prenons l'exemple d'entreprises passant de petites séries à des lignes de production à plein régime. Elles réalisent des économies dans plusieurs domaines, notamment sur les matières premières, les coûts liés à la main-d'œuvre et les frais généraux de l'usine, simplement parce que les ressources sont utilisées plus efficacement. Une usine précise que nous avons étudiée a également connu un phénomène intéressant. Lorsque sa production mensuelle a augmenté d'environ 50 %, le prix unitaire par produit a chuté de 20 %. De telles économies s'accumulent rapidement. Mais voici le revers de la médaille : ces avantages en termes de coûts attirent également davantage de concurrents sur le marché. Les entreprises doivent donc constamment innover et apporter des améliorations pour conserver leur clientèle dans ce secteur concurrentiel des câbles toronnés.
L'automatisation dans la fabrication de fils photovoltaïques
La fabrication de câbles photovoltaïques bénéficie d'un important élan grâce à l'automatisation, rendant l'ensemble du processus plus rapide, plus fiable et plus sûr. Lorsque des usines mettent en place des systèmes automatisés, elles constatent généralement une chute significative des temps de production, ce qui se traduit par des économies réelles sur les coûts de main-d'œuvre. Certains rapports du secteur indiquent que certains systèmes d'automatisation peuvent réduire le temps de production d'environ 30 %, plus ou moins selon l'installation. Bien entendu, il y a un revers à la médaille : de nombreux petits producteurs se heurtent à des dépenses initiales importantes lorsqu'ils passent à des lignes entièrement automatisées. Ce type d'investissement exige certainement une planification minutieuse, car si les économies à long terme sont attrayantes, toutes les entreprises n'ont pas nécessairement la flexibilité financière pour justifier dès maintenant de tels dépenses importantes.
Protocoles de contrôle qualité réduisant les déchets
Un contrôle rigoureux de la qualité n'est pas seulement une bonne pratique, c'est une nécessité pour que les fabricants réduisent les déchets et améliorent leur rentabilité. Lorsque les entreprises détectent des défauts tôt au cours du processus de fabrication, elles économisent d'importantes sommes d'argent qui auraient été nécessaires pour corriger ces problèmes ultérieurement. Prenons l'exemple des fabricants de pièces automobiles : nombreux sont ceux qui constatent une réduction d'environ 15 % des matériaux gaspillés après avoir mis en œuvre des contrôles plus strictes, ainsi qu'une augmentation globale de la vitesse de production d'environ 10 %. Examiner des chiffres comme le taux de défauts et la quantité de produits qui traversent effectivement chaque étape permet d'avoir une vision claire de l'efficacité de ces efforts. La plupart des fabricants les plus innovants intègrent désormais des méthodes comme Six Sigma dans leurs opérations quotidiennes. Cela permet de maintenir une qualité constante d'un lot à l'autre, tout en s'assurant que les ressources précieuses ne soient pas dépensées pour des produits défectueux qui ne passeraient de toute façon pas les contrôles d'inspection.
Performance vs Coût : Considérations techniques
Analyse de la conductivité entre fil torsadé et fil solide
L'examen des câbles toronnés par rapport aux câbles pleins révèle des différences importantes en termes de conductivité électrique, ce qui est crucial lorsqu'il s'agit de transporter l'énergie produite par des installations solaires. Les recherches montrent que les câbles pleins ont tendance à être plus conducteurs, car le métal qui les compose est ininterrompu, ce qui les rend particulièrement efficaces sur de longues distances, avec des pertes d'énergie minimales. En revanche, les câbles toronnés sont composés de plusieurs brins fins tressés ensemble, ce qui leur confère une flexibilité appréciable lors de l'installation, même si leur conductivité est légèrement inférieure à celle des câbles pleins. Les installations de panneaux solaires ont souvent besoin de ce type de câblage flexible, en particulier pour les systèmes de suivi solaire qui suivent la course du soleil au cours de la journée. Les installateurs optent généralement pour des câbles toronnés dans ces cas, même s'ils acceptent une légère perte de conductivité en échange de cette capacité de mouvement.
Lorsqu'on choisit entre un câble rigide et un câble souple pour des projets solaires, les situations réelles ont une grande importance. Le câble rigide est préférable lorsque le câblage subit peu de mouvements et doit fonctionner efficacement pendant longtemps. Pensez à ces installations fixes au sol où la conductivité reste optimale jour après jour. Le câble souple est en revanche plus adapté aux endroits où les câbles sont fréquemment déplacés, notamment sur les toits où les panneaux peuvent nécessiter des ajustements saisonniers. Sa flexibilité empêche les cassures ou les pliures pendant ces manipulations. L'épaisseur des câbles a également son importance. Des câbles plus épais réduisent la résistance électrique, permettant ainsi un meilleur flux d'électricité dans l'ensemble du système. C'est pourquoi la plupart des installateurs optent pour des câbles de section plus importante dans les systèmes transportant des puissances élevées, car des câbles fins ne peuvent répondre aux exigences des grandes installations solaires.
Caractéristiques de résistance dans la conception du câble PV
Maîtriser les propriétés de résistance est très important lorsqu'on parle de la conception des câbles photovoltaïques (PV), car ce facteur influence fortement l'efficacité globale du système solaire. Lorsque la câblage présente une résistance, une partie de la puissance est perdue en chemin, ce qui signifie que les ingénieurs doivent examiner attentivement la manière dont les différents types de câbles se comparent en matière de pertes. Prenons par exemple les câbles en cuivre toronnés : leur résistance varie beaucoup en fonction de leur épaisseur et de leur mode de fabrication, un facteur déterminant pour l'efficacité énergétique des installations. Ce que l'on observe actuellement, c'est que les fabricants s'efforcent de réduire la résistance tout en maintenant des prix abordables. Ils expérimentent de nouveaux matériaux et des méthodes ingénieuses pour organiser les câbles eux-mêmes, dans le but de permettre un passage du courant électrique avec un minimum de difficultés.
Les normes industrielles jouent un rôle important dans la définition des spécifications de résistance et influencent fortement le fonctionnement global des installations solaires. Lorsque les entreprises respectent ces règles, leurs câblages offrent effectivement des performances supérieures et restent sûrs à long terme. Prenons à titre d'exemple le National Electrical Code (NEC). Le NEC contient de nombreuses exigences détaillées que les fabricants doivent respecter s'ils veulent maintenir une faible résistance et assurer un fonctionnement optimal des systèmes. Cela influence directement le choix des câbles utilisés pour des projets spécifiques. L'objectif de réduire la résistance progresse certainement, mais il existe toujours un équilibre délicat entre ce qui fonctionne le mieux sur le plan technique et ce qui s'inscrit dans les contraintes budgétaires. De nouveaux matériaux peuvent offrir d'excellentes améliorations en termes de performance, mais ils sont souvent associés à des coûts plus élevés, ce qui pousse les installateurs à se demander si les avantages justifient réellement les dépenses supplémentaires.
Compromis de durabilité dans les approches de réduction des coûts
Lorsqu'ils cherchent à réduire les coûts, de nombreux fabricants finissent par sacrifier la durabilité, ce qui entraîne éventuellement des problèmes de performance à long terme. Une pratique courante consiste à remplacer des matériaux de qualité par des alternatives moins coûteuses, comme l'utilisation d'aluminium gainé de cuivre au lieu du cuivre massif dans les applications électriques. Le résultat ? Les produits ne durent pas aussi longtemps et deviennent beaucoup plus sensibles aux dommages causés par les conditions météorologiques et les variations de température. Nous avons souvent observé ce phénomène dans divers secteurs. Prenons l'exemple des installations électriques extérieures exposées au soleil jour après jour. Sans protection adéquate, ces câbles commencent à se dégrader plus rapidement que prévu. Les conséquences sont évidentes : les coûts de remplacement augmentent considérablement et les opérations sont interrompues lorsque les systèmes tombent en panne de manière inattendue.
Mettre en place des bonnes pratiques permet effectivement de faire durer les choses plus longtemps, sans trop alourdir les coûts. Par exemple, l'utilisation de matériaux de meilleure qualité uniquement là où cela est vraiment nécessaire, comme dans les zones exposées aux intempéries ou à un usage intensif, améliore la durabilité du produit sans augmenter excessivement les dépenses. Les experts du secteur insistent régulièrement sur l'importance d'effectuer des contrôles rigoureux pendant la production, afin de détecter précocement les problèmes avant qu'ils ne deviennent de gros soucis par la suite. L'analyse du terrain révèle une tendance intéressante concernant les réclamations liées aux garanties, dues à des défaillances de matériaux. Lorsque les entreprises corrigent ces problèmes dès le départ, elles économisent énormément d'argent à long terme, en réparations ou remplacements. Toutes ces expériences aident les fabricants de panneaux solaires à identifier le juste équilibre entre une dépense judicieuse et la garantie que leurs produits résistent efficacement à l'usure du temps et aux conditions difficiles.
Dynamique du marché mondial pour les fils photovoltaïques
Impact de la volatilité des prix des matières premières
Les prix des matières premières varient fortement ces jours-ci, en particulier pour le cuivre et l'aluminium, créant de réels maux de tête pour les acteurs du secteur des panneaux solaires. Ces fluctuations proviennent généralement de mouvements importants de capitaux à travers le monde ainsi que de divers événements politiques transfrontaliers qui perturbent la balance entre la quantité de biens produits et la demande des consommateurs. Les chiffres parlent d'ailleurs d'eux-mêmes : les données sectorielles montrent clairement à quel point ces variations affectent durement les marges des fabricants. Prenons le cuivre par exemple : lorsque des tensions émergent entre pays ou que des secousses économiques surviennent, les coûts liés au cuivre s'envolent soudainement. Les fabricants répercutent alors ces dépenses supplémentaires directement sur les clients, qui finissent par payer davantage leurs installations solaires. Les entreprises avisées cherchent désormais des moyens de gérer ce problème. Certaines diversifient leurs sources d'approvisionnement au lieu de dépendre d'un seul fournisseur, tandis que d'autres préfèrent signer des contrats à l'avance pour maîtriser leurs coûts prévus au cours du prochain trimestre. Mettre en œuvre ce type de stratégies permet de maintenir les prix abordables malgré l'instabilité actuelle sur les marchés des matières premières.
Variations des coûts de fabrication régionaux
Le coût de fabrication des câbles photovoltaïques varie considérablement en fonction du lieu de production. Prenons l'exemple de l'Asie du Sud-Est : de nombreuses usines y disposent d'un avantage, car les salaires sont généralement plus bas et l'économie locale est plus adaptée aux opérations manufacturières. Cela permet aux entreprises de produire ces câbles solaires à moindre coût par rapport à des régions comme l'Europe ou l'Amérique du Nord, où les normes de sécurité et les exigences environnementales tendent à augmenter les dépenses, sans compter les rémunérations attendues par les travailleurs. Les entreprises avisées s'implantent là où les coûts sont optimisés, ajustant ainsi leurs chaînes d'approvisionnement pour maximiser leur rentabilité. Quand elles réussissent bien cela, elles parviennent à vendre leurs produits à des prix attractifs pour les clients, sans compromettre leurs bénéfices, ce qui les aide naturellement à conquérir de plus grandes parts de marché à travers le monde. Maîtriser ce type de positionnement stratégique est essentiel pour rester compétitif sur le marché mondial actuel.
Politiques tarifaires affectant le prix des fils
La récente vague de politiques tarifaires a profondément bouleversé le paysage mondial des prix des câbles photovoltaïques, modifiant les échanges commerciaux entre pays ainsi que la dynamique des marchés. Analysons ce qui se produit lorsque des droits de douane s'appliquent aux marchandises importées : les fabricants dépendant de matières premières en provenance de l'étranger voient soudainement leurs coûts augmenter, cette hausse étant ensuite répercutée sur les consommateurs achetant des panneaux solaires. De nombreuses entreprises font face à cela en déplaçant leurs usines plus près de leurs marchés ou en développant des capacités de production locales, réduisant ainsi leur dépendance aux importations. Certaines entreprises allemandes ont même réussi à inverser la tendance en créant des partenariats avec des fournisseurs en Asie du Sud-Est tout en développant de nouvelles techniques de fabrication. À l'avenir, la plupart des analystes prévoient une poursuite de l'instabilité, les gouvernements ajustant continuellement leurs structures tarifaires. Le secteur solaire devra s'adapter constamment pour rester compétitif à l'échelle mondiale. Les fabricants auraient tout intérêt à envisager dès maintenant la mise en place de chaînes d'approvisionnement flexibles, plutôt que d'attendre une nouvelle série de mesures tarifaires.
Étude de cas : Le modèle d'expansion solaire de l'Allemagne
Incitations gouvernementales favorisant une adoption coûteuse efficace
L'Allemagne a réalisé de grandes avancées en matière d'énergie solaire, principalement grâce à des programmes de soutien gouvernementaux solides. L'aide financière prend de nombreuses formes, notamment des remboursements en espèces et des réductions fiscales, ce qui réduit considérablement les coûts initiaux pour les particuliers et les entreprises souhaitant s'équiper en solutions solaires. Prenons l'exemple de la loi allemande sur les énergies renouvelables datant de l'an 2000. Cette législation a radicalement changé la donne en garantissant des paiements aux producteurs d'énergie propre sur le long terme. En 2023, cette approche avait permis d'atteindre plus de 81 gigawatts d'installations solaires à travers le monde. Ce type d'incitations a profondément transformé le fonctionnement du marché, créant une forte concurrence entre les entreprises locales productrices de panneaux solaires et d'équipements. En conséquence, l'Allemagne se démarque aujourd'hui comme l'un des pays leaders en matière d'innovation dans les énergies renouvelables. L'analyse des chiffres montre clairement une augmentation des installations de panneaux solaires depuis la mise en place de ces politiques, expliquant pourquoi de nombreuses autres nations suivent cette évolution de près.
Gains d'efficacité dans le déploiement à grande échelle
L'Allemagne a connu des améliorations réelles en matière d'efficacité depuis l'installation de nombreux panneaux solaires à travers le pays. Les chiffres confirment également cela : il y avait effectivement plus d'énergie produite, et cela est devenu moins coûteux à produire. Prenons par exemple l'année 2023, durant laquelle les centrales solaires allemandes ont généré environ 61 térawattheures, représentant ainsi légèrement plus de 11,9 pour cent de toute l'électricité produite au niveau national. Ce qui distingue l'Allemagne, c'est la manière dont elle a combiné des politiques gouvernementales adéquates avec une technologie moderne du réseau électrique fonctionnant réellement ensemble. Cette organisation permet notamment de ne pas gaspiller cette énergie propre. Et au-delà de la simple économie sur les factures, l'approche allemande constitue un modèle vers lequel d'autres nations peuvent aspirer lorsqu'elles développent leurs propres industries solaires à l'échelle mondiale.
Leçons pour la normalisation mondiale des fils PV
Ce que l'Allemagne fait concernant les normes des câbles photovoltaïques offre des enseignements assez importants pour les fabricants du monde entier. En respectant strictement leurs exigences de qualité, les entreprises allemandes sont parvenues à rendre les installations solaires plus sûres tout en améliorant leur efficacité. Des câbles standardisés signifient que les usines n'ont pas à ajuster constamment leurs équipements lorsqu'elles passent d'une ligne de production à une autre ou lorsqu'elles travaillent sur différents composants du système. Bien entendu, des obstacles subsistent encore lorsqu'il s'agit d'obtenir l'adhésion de tous les pays à des réglementations similaires, chaque région ayant ses propres règles et protocoles de test. Toutefois, il est important de noter que l'engagement constant de l'Allemagne en faveur de normes de premier ordre montre clairement aux autres nations ce qu'il convient de faire pour obtenir de meilleurs résultats en matière de fabrication et une production d'énergie plus propre globalement. L'exemple allemand fournit ainsi une référence concrète vers laquelle tous les autres peuvent tendre afin d'harmoniser les normes relatives aux câblages photovoltaïques à l'échelle mondiale.
Perspectives futures pour l'économie des fils PV
Nouvelles technologies de conducteurs émergeantes
Une nouvelle technologie de conducteur, telle que les supraconducteurs à haute température et divers nanomatériaux pourraient tout changer concernant les câbles photovoltaïques. Ce qui les rend intéressants, c'est qu'ils pourraient augmenter considérablement l'efficacité tout en réduisant les coûts, ce qui transformerait complètement la manière dont nous collectons et transportons l'énergie solaire. Selon certains spécialistes du domaine, les matériaux supraconducteurs à haute température (HTS) réduisent ces pertes résistives gênantes pendant la transmission, tandis que certains nanomatériaux offrent une excellente conductivité sans alourdir trop le système. Cependant, leur adoption massive rencontre des obstacles réels. La production reste coûteuse et nécessite des installations de fabrication spéciales que la plupart des entreprises ne possèdent pas actuellement. Trouver des moyens de combler l'écart entre la science de pointe et un coût abordable déterminera si ces avancées parviennent réellement aux consommateurs, au-delà des seuls environnements de laboratoire.
Initiatives de recyclage Réduction des coûts du cycle de vie
Le secteur des câbles photovoltaïques connaît de vrais progrès grâce à des initiatives de recyclage qui réduisent les coûts liés au cycle de vie et renforcent les atouts écologiques. De nombreuses opérations se concentrent désormais sur la récupération de matériaux tels que le cuivre et l'aluminium à partir de câblages usagés, ce qui génère des gains financiers importants pour les fabricants. Certains chiffres parlent d'eux-mêmes : certains programmes ont réussi à réduire les coûts de production d'environ 30 %, tout en envoyant beaucoup moins de déchets vers les décharges. Prenons l'exemple du recyclage des câbles gainés de cuivre. En remettant ces métaux précieux en circulation au lieu de les laisser s'entasser dans des déchetteries, les entreprises économisent de l'argent tout en protégeant les écosystèmes. La réglementation gouvernementale a également son importance. Lorsque les lois encouragent les pratiques durables, les entreprises tendent à s'adapter. Nous avons observé ce phénomène dans plusieurs régions, où des modifications législatives ont entraîné des améliorations notables sur l'économie de la fabrication de câbles en seulement quelques années.
Évolutions des politiques dans l'infrastructure énergétique renouvelable
Les changements dans les politiques gouvernementales en matière d'énergie renouvelable secouent l'économie des câbles photovoltaïques, créant à la fois de nouvelles opportunités et des défis pour les fabricants. Lorsque les gouvernements soutiennent activement les initiatives d'énergie propre, cela attire généralement d'importants investissements dans le secteur, ce qui réduit naturellement les coûts tout en poussant les entreprises à innover plus rapidement. Selon des rapports sectoriels, la combinaison du soutien politique et des injections de capitaux a permis de réduire les coûts de fabrication d'environ 15 pour cent au cours des dernières années seulement. À l'avenir, les responsables devront sérieusement envisager la modernisation des réseaux électriques à travers le pays, l'établissement de normes cohérentes en matière de qualité des câbles, et plus généralement la création d'un environnement dans lequel l'énergie solaire peut se développer sans rencontrer d'obstacles bureaucratiques. Une mise en œuvre réussie de ces mesures donnerait un véritable élan au secteur des câbles photovoltaïques, l'aidant à mieux rivaliser avec les options traditionnelles tout en se rapprochant des ambitifs objectifs climatiques internationaux dont on parle tant.