Introduction to Aluminum Alloy Wire in Industrial Applications
Aluminum alloy wire combines aluminum with other metals to boost its performance traits. We see this stuff all over the place actually, in everything from electronic gadgets to fabric production and wiring systems throughout different industries. Why so popular? Well, it's pretty light but still strong enough to handle quite a bit of wear and tear, plus it bends without breaking easily. That combination works wonders for manufacturers needing something durable yet flexible under pressure. Take cable makers for instance they rely heavily on these alloys because they can stand up to regular use without adding unnecessary weight. Same goes for appliance builders and those working with solder joints where both strength and ease of shaping matter most.
More companies are turning to aluminum alloys these days because of better technology and what manufacturers need now. When businesses want to get things done faster without breaking the bank, aluminum becomes a smart choice instead of going with old school materials like copper or steel. These alloys work just as well but weigh less and usually cost less too, which explains why they keep showing up in cars, planes, and buildings everywhere. Looking at how many factories have swapped out traditional stuff for aluminum wires tells us something about where the industry is heading these days.
Key Advantages of Using Aluminum Alloy Wire
Aluminum alloy wire stands out for something called the strength-to-weight ratio, which basically means it's strong but doesn't weigh much. This makes all the difference when engineers need material that can take stress without adding unnecessary bulk. Take aircraft manufacturing as a case in point - every pound saved translates to better fuel economy and overall performance gains. Research indicates these wires can support considerable loads while staying significantly lighter than steel alternatives. The result? Aircraft manufacturers see real improvements in operational costs and environmental impact metrics. Similar benefits apply across other sectors where weight matters but structural integrity cannot be compromised.
One major plus point for aluminum alloys is how well they resist corrosion. This really matters when materials are used in tough conditions, think coastal areas where saltwater is everywhere or factories dealing with all sorts of chemicals day in day out. What happens naturally with aluminum is that it creates this thin oxide layer right on top of the metal surface. This layer acts like armor against rust and degradation over time. Industry data shows that aluminum holds up way better than copper does when faced with corrosive situations. For companies looking at materials for extended use across different industries, aluminum just makes more sense from both a durability standpoint and cost perspective in the long run.
Aluminum alloy wires make great sense as an alternative to copper when looking at costs. Aluminum simply costs less money than copper does, which makes it attractive for big projects where budgets matter. According to market research, switching from copper to aluminum cuts down on expenses while still maintaining good performance levels. Many industry professionals point out these financial benefits too. They mention how cheaper raw materials plus lighter weight means installation crews spend less time and money getting the job done right. Transportation costs drop off quite a bit as well since there's just not as much weight to move around.
Types of Aluminum Alloy Wire: A Comprehensive Overview
Knowing about different kinds of aluminum alloy wire matters when picking what works best for a particular job. Take enameled wire for instance it's pretty common because the coating acts as great insulation. That makes it work really well in things like motors and transformers around the shop. The coating stops those annoying electrical shorts from happening and actually helps the wire last longer, especially in places where heat gets intense. Most folks will find this stuff winding through transformer cores and motor components all over manufacturing facilities. It just holds up better under stress than other options, which explains why so many engineers specify it for their critical systems.
Aluminum alloy wire comes in two main types besides standard options: stranded and solid wire, each offering different benefits depending on what's needed. Stranded wire basically looks like several thin wires all twisted together, making it bendy and good at handling vibrations. That's why it works so well in places where movement happens a lot, think car manufacturing for instance. Solid wire tells a different story though. Made from just one thick strand, it conducts electricity better than stranded alternatives. Most commonly found in fixed positions where nobody expects the wire to move around much, like electrical systems inside buildings. When deciding between these two options, manufacturers typically weigh whether their application requires something that can flex and move around or if they need something stable that stays put once installed.
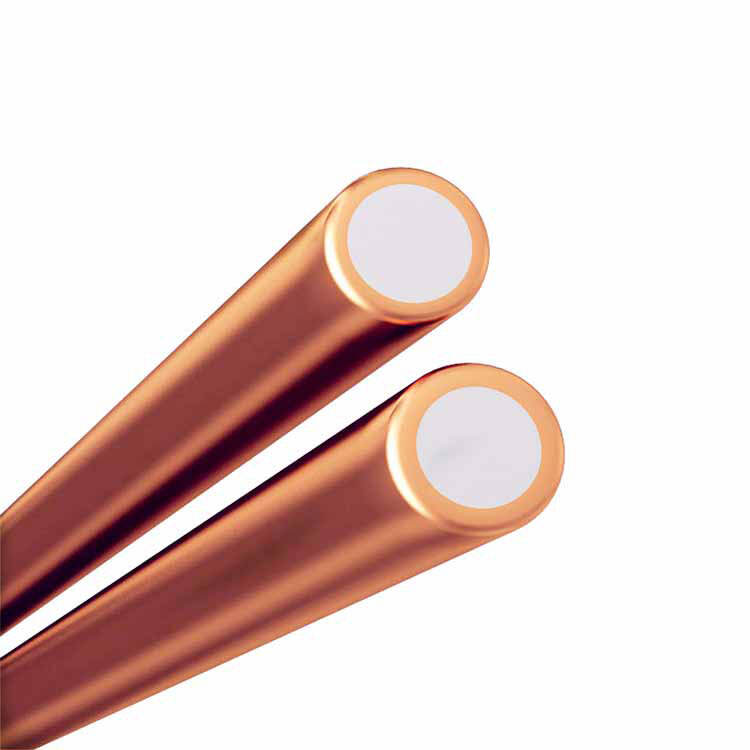
Copper clad aluminum wire combines what makes copper good at conducting electricity with aluminum's lightness, giving people the best of both worlds. Most folks see this kind of wiring in telecom systems and data lines, especially when saving space matters or when money counts. The industry specs generally point towards copper clad aluminum whenever cutting down on weight becomes important. It works as a cheaper option compared to solid copper while still holding up pretty well in terms of actual performance. Many manufacturers have switched over because it balances budget concerns against functional requirements quite nicely.
Electrical Properties of Aluminum Alloy Wire
When comparing aluminum alloy wire to traditional copper wire, there's quite a difference in how they conduct electricity. Aluminum only manages about 61% of what copper does, but here's the catch - it weighs way less. And sometimes that makes all the difference for certain jobs. Take big projects where tons of wiring needs to go up, the lighter weight really cuts down on labor costs and makes installation much simpler, particularly when running cables across vast distances. Most engineers know that aluminum needs bigger wires than copper to get the same job done right. Still, nobody argues with its advantages when weight matters most. That's why we see aluminum dominating in places like those massive overhead power lines stretching across fields and mountains. The tradeoff works out pretty well for many applications despite the conductivity gap.
When looking at how well aluminum wire works in electrical systems, it helps to compare it directly with stranded copper wire. Take resistance levels for example copper usually measures around 10.37 ohms per thousand feet, whereas aluminum tends to be higher. This means aluminum needs bigger cables to handle the same amount of electricity. But here's the thing even though aluminum isn't as efficient in terms of resistance, most people still go for it because it saves money and weighs much less. The price difference alone makes aluminum a practical choice for many projects where budget matters more than perfect performance. That explains why so many electricians and contractors opt for aluminum alloy wiring when they need something affordable and lightweight for their installations.
Industrial Applications of Aluminum Alloy Wire
Aluminum alloy wires have become popular for electrical installations because they offer several benefits when compared to standard copper wiring. Being lighter means installers can work faster and there's less strain on building structures, particularly noticeable in high rise buildings or those with large spans between supports. Cost is another factor working in favor of aluminum. They tend to be cheaper than copper while still delivering good results in most applications. What's more, aluminum stands up better against corrosion over time. Copper tends to oxidize eventually leading to reduced conductivity, whereas aluminum maintains its properties much longer in many environments.
The aerospace sector favors aluminum alloy wires because they cut down on weight without sacrificing performance. When building planes, engineers really care about lightweight materials since every pound saved translates into better fuel economy and more cargo space. Aluminum stands out thanks to its impressive conductivity relative to its weight, which is why manufacturers keep picking it for various components. Despite being lighter than alternatives, these alloys still hold up under extreme stresses during flights, ensuring both passenger safety and structural reliability throughout long hauls across the skies.
Aluminum alloy wires are showing up more and more in construction these days because they just work better than many other options. We see them all over the place really from building exteriors to stairs and even roofs, mainly because they don't rust easily and aren't too heavy. Contractors love using these wires when trying to cut down on overall building weight while also saving money on repairs later on down the road. Buildings last longer this way. As a result, most builders now consider aluminum alloy wires standard equipment for new constructions, especially whenever there are strict requirements about how structures need to perform under different conditions.
Choosing the Right Aluminum Alloy Wire for Your Project
Choosing the right aluminum alloy wire is crucial for the success and efficiency of your project. Here are key factors to consider:
-
Electrical Requirements: Determine the current-carrying capacity required for your project. Aluminum alloy wires vary in conductivity, so selecting one that meets your project's electrical demands is essential.
-
Environmental Conditions: Assess the environment where the wire will be used. Aluminum is prone to oxidation, so it's important to choose alloys that are treated for resistance to environmental factors.
-
Application Type: Understand the specific applications of the wire, such as its flexibility and fatigue resistance. Different projects have different demands, from structural integrity to ease of installation.
Saving time and money starts with avoiding those common mistakes people make when picking out wires. One big mistake folks often make is ignoring things like wire gauge and capacitance ratings. What happens then? The wires tend to overheat and eventually fail completely. Take ambient temperature into account too. If someone installs wiring that isn't rated for the actual conditions it faces, the insulation might start melting after a while. And guess what? That increases fire hazards significantly. Getting familiar with all these details matters a lot. When in doubt, talking to an electrician or experienced technician makes sense. Their insights can stop expensive breakdowns down the road and keep installations running smoothly for years instead of months.
Conclusion: The Future of Aluminum Alloy Wire in Industry
With sustainability becoming such a big deal across various sectors these days, aluminum alloy wires have really caught attention because of how green they actually are. Industry stats show that switching to aluminum alloys cuts down on carbon footprints quite a bit since aluminum occurs naturally more often than most other metals and can be recycled over and over again without losing quality. What this means practically is that manufacturing facilities consume less power when working with aluminum, plus there's a noticeable drop in those harmful greenhouse gases both when producing new materials and later when recycling them. That's why we're seeing an uptick in manufacturers incorporating aluminum alloy wire into their operations lately, especially in construction and automotive fields where material choices matter a lot for overall environmental impact.
Aluminum alloy wire brings benefits that go well past just being good for the environment. The fact that it's so light combined with how well it conducts electricity makes this material really stand out when looking at new tech developments in different fields. Take cars for example automotive manufacturers are increasingly turning to aluminum alloys because they help cut down on EV weight without sacrificing performance. We're seeing similar trends in telecom where these wires enable much faster data speeds than traditional options could manage. As 5G networks roll out around the world, we'll need materials that can keep up with those bandwidth requirements. Given all these qualities, there's no doubt aluminum alloy wire will continue shaping both our tech landscape and efforts toward greener manufacturing methods going forward.