Let's explore the innovations in the manufacturing process of a wire product.
Smart Automation in Wire Manufacturing
AI-Driven Production Optimization
Artificial intelligence is changing how wires get made on factory floors these days. With AI systems watching over production lines, factories spot problems long before they actually stop things from running smoothly. Some plants report their operations getting about 20% better once they brought in smart monitoring tools. Less time wasted means fewer missed delivery dates and products that stick closer to quality specs. Take XYZ Manufacturing for example they cut down scrap materials by almost half after installing predictive maintenance software last year. When manufacturers start using machine learning models, they gain better control over day-to-day decisions. Resources go exactly where needed at exactly the right moment, which makes everyone in the plant work together more efficiently than ever before.
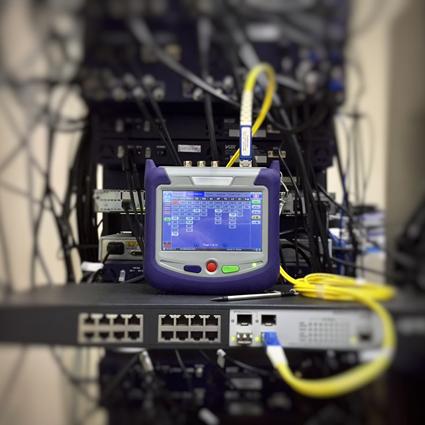
IoT-Enabled Quality Monitoring Systems
Bringing IoT devices into wire manufacturing changed how we monitor production completely, giving us live updates on all sorts of wire quality measurements. When teams get immediate access to these numbers, they can jump in right away if something goes wrong, which cuts down defects and makes customers happier overall. The stats back this up too many factories report seeing fewer faulty wires making it out the door since implementing these smart monitoring systems. Data analysis tools help manufacturers spot patterns over time, so they know when adjustments need to happen before problems even start. Looking at actual usage data instead of just guesswork keeps quality standards from slipping, and most importantly, keeps what comes off the line matching what customers actually want.
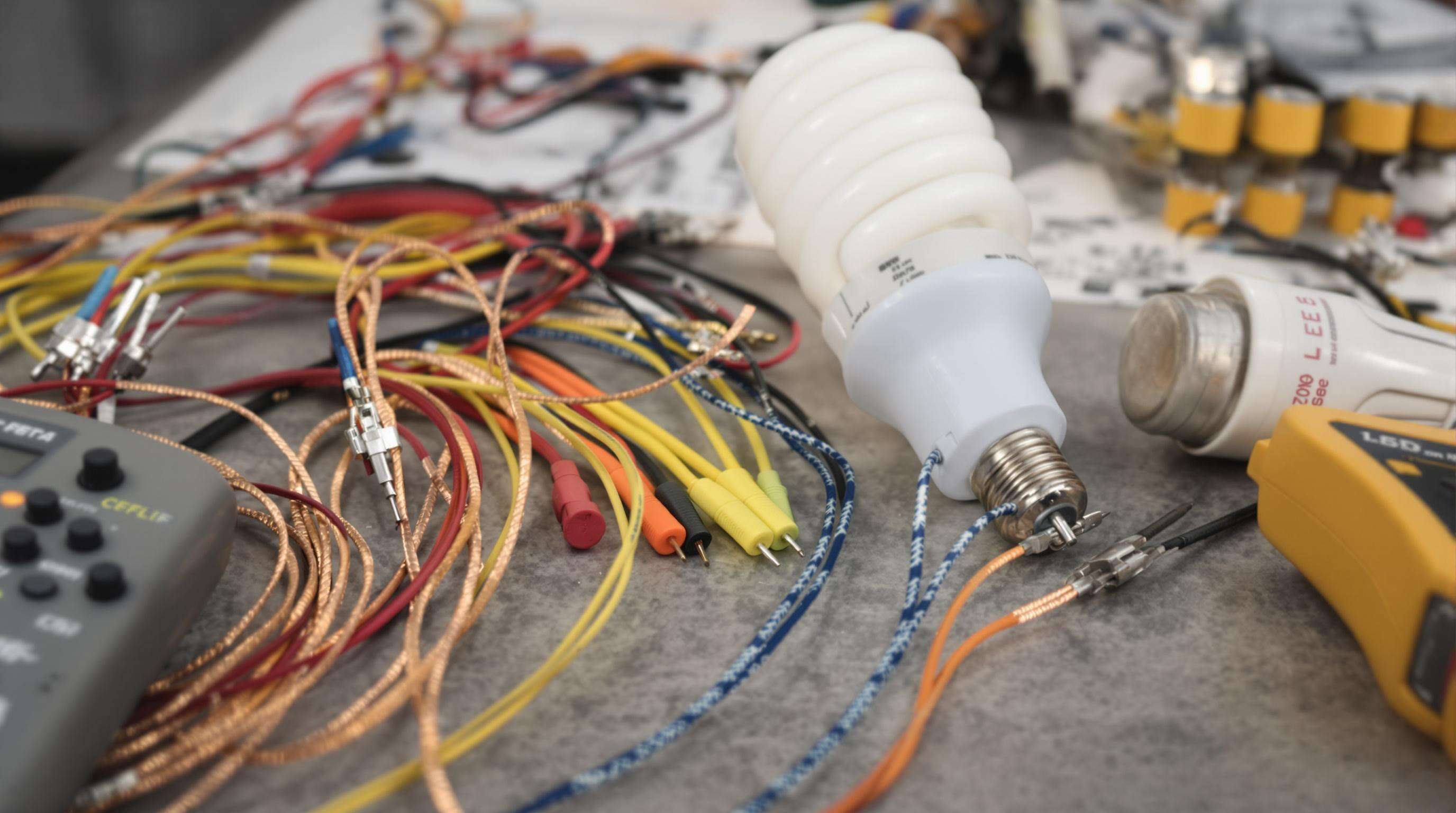
Enhanced Enameled Wire for High-Temperature Applications
Recent improvements in enameled wire tech have really opened doors for applications in hot environments, representing a big leap forward for the wire manufacturing sector. Auto makers and aerospace companies are turning to these upgraded materials because they hold up better when things get super hot and stay durable even when pushed to extremes. Take this for example: modern enameled wires can handle heat well above 200 degrees Celsius, which makes them perfect for placement near engines or inside sensitive electronics. These wires last longer than older versions too, so there's less need to replace them all the time, cutting down on those annoying maintenance expenses. Plus, when used in various electronic parts, they keep performing reliably no matter what temperature swings come along, helping make sure high tech equipment runs smoothly without unexpected breakdowns.
Copper Clad Aluminum Wire: Efficiency Advancements
Copper clad aluminum (CCA) wire stands out as a cheaper option compared to regular copper wire, especially when weight matters and budget constraints are tight. What makes CCA special is that it takes advantage of copper's good conductivity while keeping the lightness of aluminum. This combination cuts down on material expenses and also saves energy during operation. More companies are switching to CCA these days, and studies show around 25% better energy efficiency than standard copper wiring, though results can vary depending on installation conditions. Another plus point for CCA is its ability to resist corrosion much longer than pure copper, which means equipment lasts longer before needing repairs or replacement. As a result, many industrial sectors are finding ways to incorporate this material into their electrical systems, helping them cut costs while still meeting sustainability goals.
You can explore more about Copper Clad Aluminum Wire by visiting the product page.
Solid Wire vs Stranded Wire Performance Analysis
Looking at solid wire versus stranded wire shows some pretty different characteristics that affect where each gets used. Solid wire conducts electricity better because it's just one continuous piece, but this comes at a price - it doesn't bend well and breaks easily when moved around too much. That makes it a poor fit for places where things get shaken up or need frequent adjustments. Stranded wire tells a different story altogether. Made from lots of tiny wires all twisted together, it bends nicely and holds up under stress much better. This is why we see so many automotive manufacturers going for stranded options in engine compartments and other areas subject to constant vibration. When engineers pick between these two types, they usually consider three main factors: how strong the material needs to be, whether it must flex regularly, and what fits within budget constraints. Getting this right matters a lot since choosing the wrong type can lead to failures down the road.
Sustainable Manufacturing Techniques
Energy-Efficient Wire Drawing Processes
Energy efficient wire drawing processes make a big difference when it comes to cutting down power usage across manufacturing facilities. Tech improvements over recent years aim at getting the most out of every watt while still keeping product quality intact. Take a look at what some manufacturers are doing these days - many have swapped out old motors for high efficiency models and installed smart control systems that automatically adjust settings based on demand. The results speak for themselves according to factory managers we spoke with last month during an industry conference. One plant manager mentioned they cut their monthly electricity bill by nearly 30% after upgrading their equipment just six months ago.
The impact of going green in wire manufacturing goes beyond just checking boxes. When manufacturers adopt energy saving methods, they meet regulatory requirements while building better sustainability credentials. The real win comes from reduced operating costs too many businesses overlook this benefit completely. For instance, lower electricity bills alone can make a noticeable difference in monthly expenses. So it works out well for everyone involved nature stays protected and companies actually save money in the long run rather than just spending more on eco initiatives.
Recycled Material Integration
More and more wire producers are turning to recycled materials these days, which brings real environmental advantages to the table. Big names in the business have started looking seriously at ways to incorporate old copper and aluminum into their manufacturing processes. The bottom line? Factories cut down on carbon emissions when they reuse metal instead of mining new stuff, plus they save money too. Some rough estimates floating around the industry point to about a 30 percent drop in production expenses when companies switch to recycled inputs. Makes sense really since recycling avoids all those energy intensive steps involved in extracting raw materials from scratch.
Using recycled materials for wire production comes with its share of headaches, especially when it comes to keeping product quality consistent across batches. Many manufacturers have started implementing better sorting methods and cleaner processing systems to get rid of impurities that can ruin the final product. The extra work pays off in multiple ways. First, it maintains the standards customers expect. Second, it shows that recycled content can actually be reliable enough for serious industrial applications. Some plants now mix recycled metals with virgin material at specific ratios to strike the right balance between sustainability goals and performance requirements.
Design and Standardization Trends
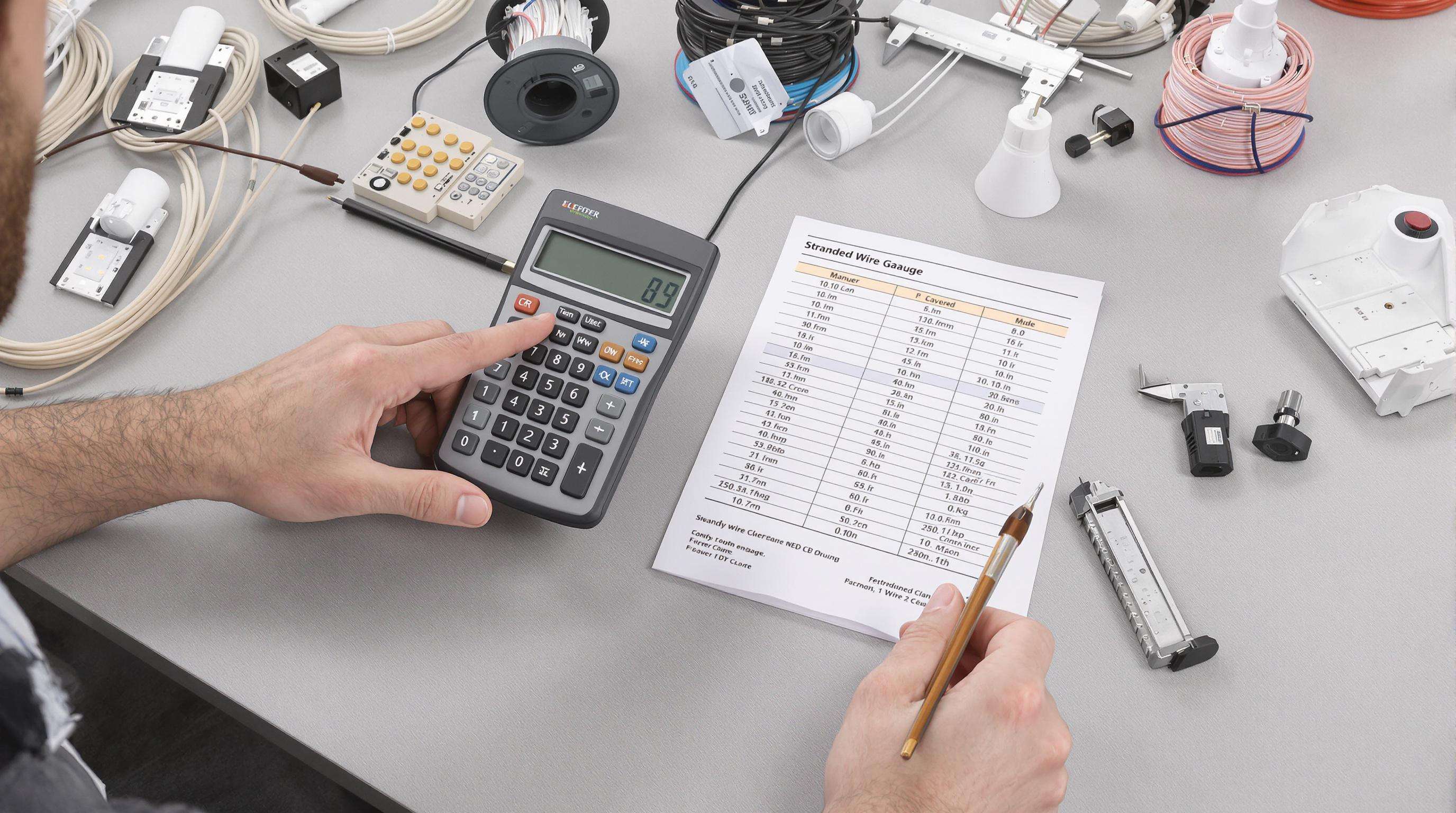
Stranded Wire Size Chart Modernization
The latest changes to stranded wire size charts actually mirror what's happening in today's tech world and industrial applications. Manufacturers need these updates because they help them keep up with what different industries demand now, which makes all those electrical systems safer and works better together. Having standard measurements matters a lot when it comes to keeping things consistent and dependable across multiple sectors. Take the automotive industry for example, or companies working in renewable energy sources like solar panels and wind turbines. These businesses absolutely depend on up to date standards just to make sure everything runs safely and efficiently without any hiccups. Many firms operating in these areas report good results from the new sizing information, saying it gives them more freedom to develop new products while still sticking to important safety regulations that protect workers and equipment alike.
3D-Printed Tooling for Custom Wire Forms
The advent of 3D printing has changed how manufacturers approach tooling and fixtures in wire production. Instead of relying on traditional methods, factories can now create custom tools right when they need them. These specialized tools fit exactly what's required for each job, which cuts down waiting periods and saves money on unnecessary expenses. Real world examples show that companies switching to 3D printed components often finish projects faster than before. Looking ahead, there's plenty of room for growth in this area. Wire manufacturers are already experimenting with new shapes and configurations that were impossible with older techniques. While still developing, 3D printing technology holds real promise for transforming not just individual parts but entire manufacturing processes across the industry.